
Оборудование и технология для микродугового оксидирования вентильных металлов и сплавов
Микродуговое оксидирование - один из наиболее перспективных видов поверхностной обработки (модификаций получающий в последнее время все более широкое распространение в самых различных отраслях промышленности для формирования многофункциональных керамикоподобных покрытий.
Проект посвящен актуальной проблеме - созданию серийного высокотехнологичного оборудования для реализации технологии микродугового оксидирования в ультразвуковом поле, позволяющего создавать композиционные материалы нового поколения на поверхности вентильных металлов и их сплавов (титановых, алюминиевых, циркониевых и т.д.) различного функционального назначения с повышенными физико-механическими и эксплуатационными свойствами.
Новым направлением в данной области явились разработки Швейцарской компании Progress Industrial Systems SA с применением мультичастотных ультразвуковых колебаний в электролите в рабочем цикле микродугового оксидирования металлов.
 |
 |
 |
Краткое описание предлагаемого технологического процесса
Реализация разработанного технического решения осуществляется следующим образом: изделие помещают в ванну с водным раствором электролита, к двум-четырем стенкам ванны прикреплены пьезопреобразователи с разными резонансными частотами, другие стенки ванны служат для охлаждения (поддержания оптимальной температуры) раствора электролита в процессе микродугового оксидирования далее, к электродам, одним из которых является само изделие, подводят электрический ток, что приводит к образованию микродуг которые позволяют получать композитные покрытия, процесс микродугового оксидирования происходит при включенных пьезопреобразователях работающих на разных частотах (от 15 до 100 кГц), что позволяет формировать покрытие с более плотной структурой и постоянно подавать свежий электролит в зону микродугового оксидирования. В состав композита включаются не только собственные оксиды металлов, но и химические соединения из компонентов электролита, обеспечивая получение уникального комплекса физико-механических и эксплуатационных свойств.
Разработанная технология микродугового оксидирования в ультразвуковом поле является экономичной и высокопроизводительной (по сравнению с существующими аналогами, например, анодированием), обеспечивает получение высоких физико-механических и эксплуатационных свойств изделий различной степени сложности.
Производственная линия для МДО
силового оборудования - специализированных источников питания;
ванн, в которых проводиться подготовка поверхности, обработка и промывка;
манипулятора для перемещения подвески с деталями (в случае серийного
производства);
металлоконструкций для размещения ванн и манипулятора;
вспомогательного оборудования - дистиллятора, насоса-фильтра для очистки и
перекачки растворов, резервных емкостей, приборов контроля качества
покрытия и состояния электролита.
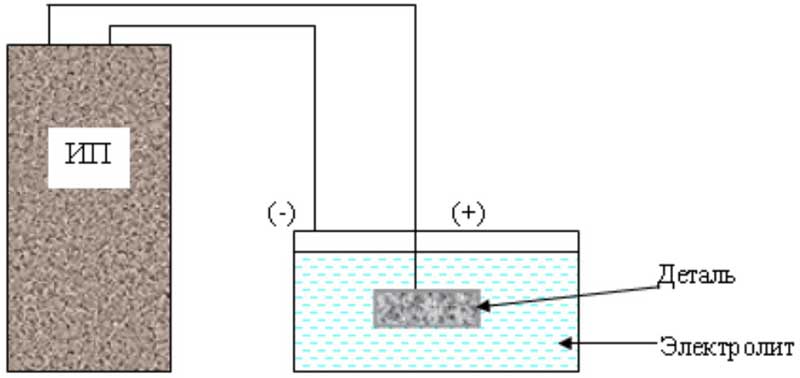
От источников питания на клеммы ванн подаются импульсы тока определенной формы, при этом деталь выполняет роль анода, в качестве катода служит ванна или дополнительные электроды, как правило, из нержавеющей стали.
Технологические операции.
Количество необходимых технологических операций при МДО существенно меньше, чем при традиционных процессах анодирования. Это следует из отсутствия многочисленных подготовительных операций и экологичности применяемых растворов. После монтажа деталей на подвеску проводится обезжиривание, после чего детали поступают на обработку. При больших масштабах производства после ванны нанесения покрытия ставят ванну улавливания для более рационального использования химикатов и промывной воды.

Обслуживающий персонал - технолог (высшее техническое образование) и рабочие (среднетехническое образование). Для участка площадью 150-200 м2, как правило, достаточно 2 рабочих для одной смены. Также необходим периодический контроль линии со стороны сантехника и электрика.

Свойства МДО-покрытий
Состав:
МДО-покрытия представляют собой керамику сложного состава. Покрытие при микродуговом оксидировании образуется за счет окисления поверхности металла, при этом формируются оксидные и гидроксидные формы этого металла. С другой стороны покрытие растет за счет включения в его состав элементов из электролита. Элементы электролита входят в покрытие в виде солей, оксидов и гидроксидов сложного состава. При необходимости технология МДО позволяет ввести в покрытие любой нужный химический элемент. Чем больше времени производить обработку детали, тем больше элементов из электролита накапливается в поверхностном слое. Нижний слой покрытия, прилегающий к металлу-основе, состоит преимущественно из его оксидных соединений.
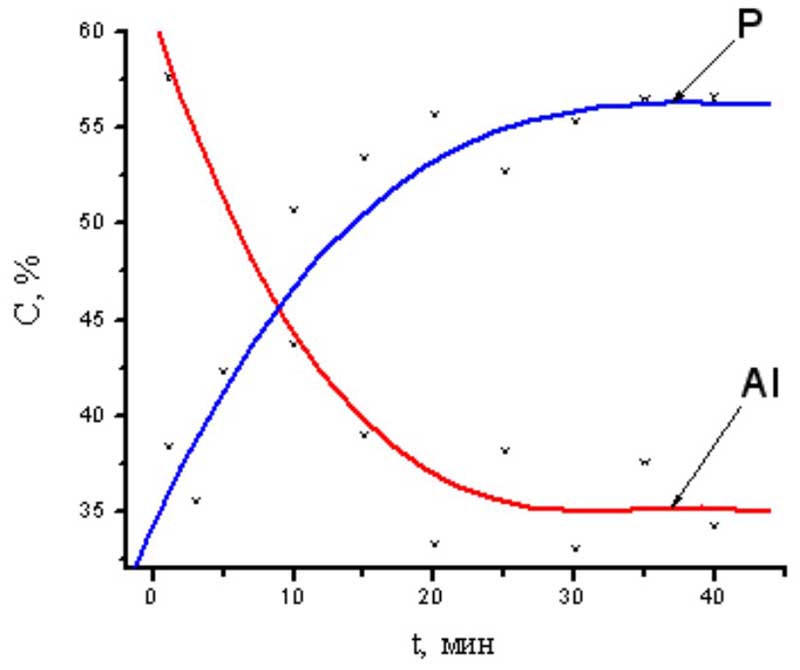
График изменения содержания алюминия и фосфора на поверхности МДО-покрытия от времени обработки в фосфатном электролите.
Толщина:
Толщина покрытий определяется несколькими основными факторами. Это природа электролита, материал сплава металла, режим обработки и время процесса. МДО позволяет получать покрытий толщиной от долей до сотен микрометров. Необходимая толщина покрытия зависит от назначения и условий эксплуатации. Для нанесения подслоя под окрашивание достаточно 5-10 мкм, для придания электроизоляционных свойств или высокой износостойкости необходимо 50-100 мкм. Декоративные свойства и антикоррозионные свойства в атмосферных условиях обеспечивают 20-40 мкм покрытия.
Пористость:
Пористость покрытий варьируется в интервале 5-50 %, размеры от 0,01 до 10 мкм. Строение пор при толщине покрытия более 5-10 микрон сложное, разветвленное с множеством ответвлений и замкнутых пространств. Покрытия не содержащие пор получить невозможно, что обусловлено природой процесса. При необходимости пористость может быть понижена с помощью пропитки различными материалами либо с помощью нанесения слоя полимера (красителя). Наиболее часто применяется пропитка фторопластами и нанесение полимерных порошковых красок. В ряде случаев пористость является положительным фактором. При работе покрытия на износ в условиях смазки, последняя входит в поры покрытия и обеспечивает постепенное поступление в зону трения. В медицине биоактивные МДО-покрытия могут содержать в порах лекарственные препараты.
Износостойкость:
Покрытия используются как износостойкие в различных узлах и агрегатах машин и механизмов. За счет этого во многих случаях удается применять изделия из алюминия - металла достаточно мягкого и сложного для традиционных методов поверхностной обработки (к примеру, гальваники). Проводились сравнительные испытания образцов с МДО-покрытием на алюминии и стального образца с нанесенным износостойким слоем хрома. Удельная нагрузка при испытаниях составляла 0.64 Н/мм2. МДО -покрытия показали меньший износ, особенно при повышенных температурах.
Термостойкость:
МДО-покрытия имеют повышенную стойкость к термическим и термоциклическим нагрузкам. Покрытия могут без ограничений работать при температурах от -40 до +60В°С. При постепенном нагреве детали термостойкость МДО-покрытия ограничивается температурой плавления металла самой детали, поскольку эти значения для металла заведомо ниже, чем для керамики. Испытания показали, что покрытия могут выдерживать до 280 термоциклов 310-15ВЭС и до 25 термоциклов 500-15ВеС. При таких испытаниях, образец с покрытием нагревается до заданной температуры в печи и затем бросается в холодную воду.
Шероховатость:
В процессе обработки шероховатость поверхности повышается с течением времени. Можно получить покрытия с шероховатостью до 8 класса. Шероховатость зависит от материала сплава, состояния его поверхности и режима обработки.
Коррозионная стойкость:
Метод МДО позволяет получать покрытия, стойкие в атмосферных условиях и в различных коррозионных средах - химически агрессивных растворах, парах, морской воде и пр. Так как МДО покрытие представляет собой керамику сложного состава, то коррозионная стойкость материала покрытия достаточно велика. Защиту от коррозии металла-основы можно обеспечить толщиной покрытия и регулированием количества и строения пор. Дополнительную защиту придает пропитка пор инертным материалом (чаще всего фторопластом). Испытания (ГОСТ В 20.57.304-76, ГОСТ РВ 20.57.304-88) показали, что полученные покрытия могут эксплуатироваться как коррозионностойкие в течение 15 лет.
Диэлектрические свойства:
Напряжение, при котором происходит пробой покрытия, как и коррозионная стойкость, зависит от толщины покрытия, типа и размеров пор. Также эта величина может быть существенно увеличена применением материала, заполняющего поры. Среднее напряжение пробоя покрытия - 600 В. Напряжение пробоя покрытия с наполнением пор - до 2500 В.
Адгезия:
МДО-покрытия имеют превосходное сцепление с металлом-основой, которое обеспечивается наличием переходного слоя на границе металл покрытие. Переходный слой формируется как внутрь металла, так и наружу, а также имеет профиль с множеством изгибов.
В результате, сцепление покрытия с металлом оказывается больше прочности самого покрытия и при нагружении не происходит отрыва покрытия по границе раздела металл-покрытие. Рассчитанные по результатам Scrach-тестировэния значения адгезии достигают 350 МПа.
Пример комплектации оборудования для технологии МДО
ПРИМЕР: Завод заменил материал форсунки с твердого сплава на алюминий с МДО-покрытием и в результате получил большую износостойкость поверхности и экономию от замены твердого сплава на более легкий и дешевый алюминий. Месячная программа составляла до 5000 деталей, всего было покрыто более 800000 деталей. Внедрение технологий микродугового оксидирования до сих пор сдерживалось малой известностью метода и отсутствием внедрений промышленных линий МДО. В настоящее время эта ситуация меняется. Увеличилось количество организаций, начинающих заниматься исследованием процесса МДО.
Заказчикам предлагается любой вариант поставки оборудования - от выборочной комплектации до поставки «под ключ»

Базовый комплект оборудования для МДО
 |
специализированный источник питания с компьютерным управлением процессами имеющий следующие характеристики: напряжение питания 380Вх10А; выходное напряжение (регулируемое) от 100 до 1000В; выходной ток (регулируемый) от 1 до 1000А; режимы работы: импульсный или тональный; контроль и стабилизация тока и напряжения, 100% повторяемость заданного режима работы; |
 |
технологическая ванна с охлаждением (поддержание заданной температуры), ванна снабжена системой ультразвуковых преобразователей работающих на частотах от 15 до 100 кГц, мощность ультразвуковых преобразователей составляет от 1 до 12 кВт (в зависимости от конструкции и размеров ванны), в комплект ванны входят технологические приспособления для крепления деталей. |
 |
ультразвуковой генератор: мощность от 1 до 12 кВт, частотный диапазон от 15 до 100 кГц (частота и мощность выбираются в зависимости от размеров ванны) |