
Оборудование и технология для магнитно импульсной обработки металлов
Магнитно-импульсные установки предназначены для выполнения широкого спектра технологических операций: штамповки, резки, сборки, импульсной сварки плоских и полых заготовок из электропроводящих материалов в елкосерийном и серийном производстве.
Область применения:
Отрасли машиностроения (авиационная, ракетно-космическая, автомобилестроение);
электротехническая и приборостроение,
а также научные исследования в области импульсных технологий.
Внешний вид оборудования:
|
Конструкция моноблочная. Управление от выносного дистанционного пульта на расстоянии до 10 метров. Максимальный ток до 1000 кА. Максимальная запасаемая энергия 200 kJ Диапазон рабочих напряжений - 1-50 kV, с шагом - 0,5 kV. Встроенная система контроля параметров разряда. Защита от перегрузок по току и напряжению. Автоматическое снятие остаточного напряжения и блокировка от несанкционированного включения. Устойчивость к однократным перегрузкам при электрическом пробое изоляции в индукторе. Питание: трехфазное - 380-400 VAC, мощностью -20 kVA. |


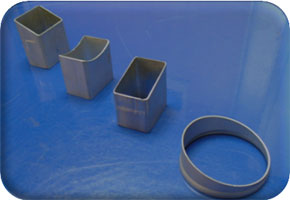
Пример магнитно-импульсной обработки металических и композитных заготовок
Использование магнитно-импульсной технологии при различных технологических операциях
резка |

сборка |

обработка |
||
|
||||


 |
 |
 |
 |
 |
 |
Образцы соединений:
|
||||||||||||








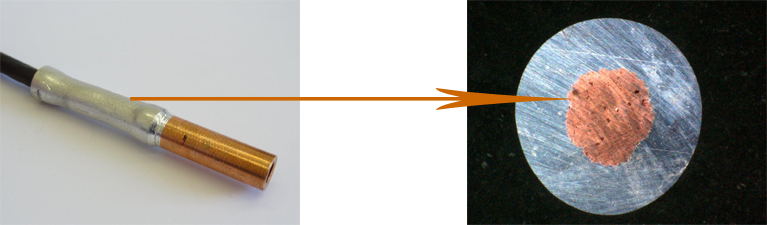
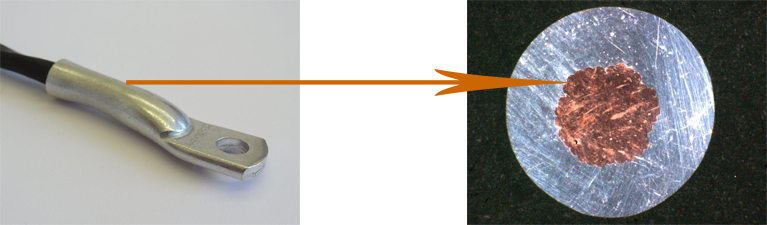
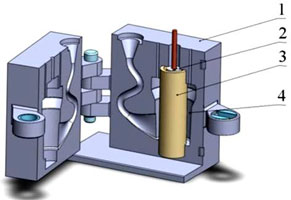
Пример магнитно-импульсной технологии обжатия кабельных наконечников
Внутренняя структура наконечника после проведения магнитно-импульсной операции СБОРКА «КАБЕЛЬ-НАКОНЕЧНИК»
 |
 |
 |
 |
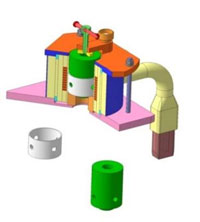
Технологическая оснастка
перфорационное устройство |
режущее, вырубное устройство |
отбортовочное устройство |
формовочное устройство |
монтажное устройство |
|
|
|
|





Применение магнитно-импульсной технологии в металлургии
Области применения МИОМ значительно расширяются за счет магнитно-импульсного воздействия на жидкие и кристаллизующиеся металлические расплавы (рисунок 4).
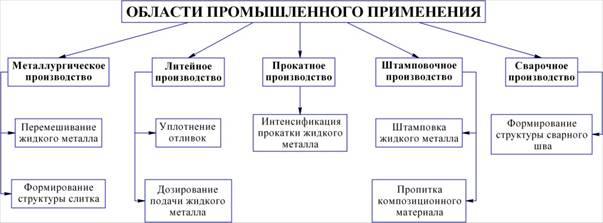
Рисунок 4 – Области промышленного применения магнитно-импульсного воздействия
на жидкие и кристаллизующиеся металлические расплавы
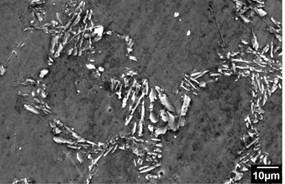
Например, применительно к литейному производству разработан способ физического воздействия импульсного магнитного поля на расплавы с целью формирования структуры и свойств отливок. Было установлено, что магнитно-импульсное воздействие позволяет получить плотную мелкозернистую структуру силуминов (рисунок 5).
 |
 |
Без обработки |
После обработки W=0,56 кДж, |
 |
 |
Без обработки |
После обработки W=0,56 кДж, |
Рисунок 5 – Влияние параметров магнитно-импульсного воздействия на микроструктуру сплава Al-6% Si
Такие изменения в структуре литого металла благоприятным образом отражаются на литейных и механических свойствах отливок.
Так, повышение жидкотекучести составляет 20%, предела прочности – 20%, а относительное удлинение увеличивается в 2,7 раза.
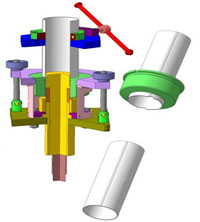
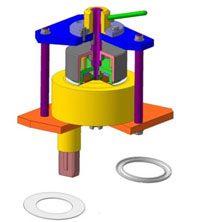
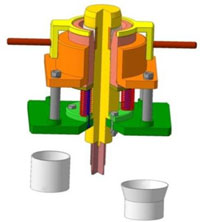
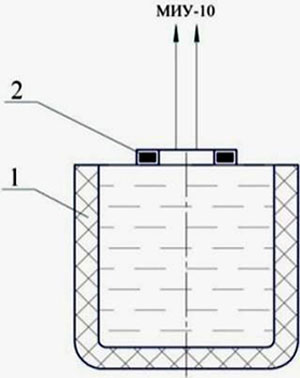
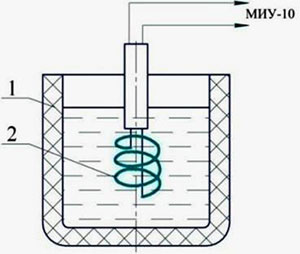
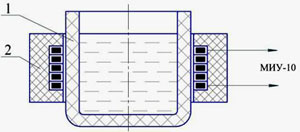
Технология воздействия магнитно-импульсных процесов на расплав метала с целью изменения его структуры
 |
 |
|
Применение магнитно-импульсной технологии для повышения качества литья
МИО осевого действия на расплав
|
МИО действия на объем расплава
|
МИО радиального действия на расплав
|


Применение магнитно-импульсной технологии для экономии электроэнергии при производстве алюминия
Применение МИОМ на экономию электроэнергии на производстве алюминия
Также одним из развиваемых направлений обработки расплава импульсным магнитным полем является формирование литых электроконтактных пробок (ЭКП) в углеграфитовых анодах для металлургического производства.
Магнитно-импульсное воздействие обеспечивает улучшение контакта между ЭКП и углеграфитовым материалом, что приводит к снижению переходного сопротивления на границе раздела в десятки и сотни раз.
 |
Образцы были получены при следующих параметрах импульсно магнитной обработки: Разряд энергии: 0,66 кДж, 1 ку, 1,32 кДж Число импульсов: 10 Используемые материалы: - Из алюминиевого сплава AK9ч; - Блоки из углерода кокса материал типа ИФУ. |
|
 |
а) |
б) |
Наполнение канала на вынос воздуха: а) образец без PMP; б) образец с PMP 1,32 кДж |
||


На рисунке 6 показана адгезия литого металла к углеграфитовому блоку до и после магнитно-импульсного воздействия.
 |
|
Без магнитно-импульсного воздействия |
После магнитно-импульсного воздействия |

Рисунок 6 – Адгезия металла к углеграфитовому блоку
Данный эффект способен привести к экономии миллионов киловатт электроэнергии при производстве цветных металлов, например, алюминия и магния методом электролиза.
Применение магнитно-импульсной технологии для "залечивания" микротрещин в металических деталях и конструкциях

Применение магнитно-импульсной технологии для ремонта труб НКТ без подъема
В сероводородной среде живут и размножаются СУЛЬФАТНО-ВОССТАНОВИТЕЛЬНЫЕ БАКТЕРИИ продукты их жизнедеятельности очень агрессивны и в местах скопления данных бактерий образуются большие и малые отверстия в металле. появление отверстий в трубах НКТ и обсадных трубах приводит к ЗАТРУБНОМУ перетоку нефти - а это ПЛОХО. Предлагается технология которая с помощью МАГНИТНОГО ИМПУЛЬСА осуществляет быстрый ремонт данных отверстий.
Суть метода: специальное приспособление снабженное ИНДУКТОРОМ и Нержавеющей ТРУБНОЙ позиционируется в зоне ОТВЕРСТИЯ и после подачи ИМПУЛЬСА на ИНДУКТОР нержавеющая трубка вакуумно плотно прилегает к стенкам ремонтируемой трубы и закрывает переток ФЛЮИДА в затрубное пространство.
Технология энергоэффективна, позволяет ремонтировать участки труб на
глубине до 7000 м.
Диаметры ремонтируемых труб от 76 до 350 мм.
 |
 |
 |
 |
 |
 |
Магнитно-импульсная технология для изготовлений элементов заземлений
Биметаллический заземлитель
Одним из основных способов обеспечения безопасной эксплуатации электрооборудования является сооружение заземляющих устройств. Эти устройства состоят из за-землителя, находящегося в земле, и заземляющего проводника. В России в качестве заземлителей используются, как правило, стальные стержни, которые подвержены в грунте интенсивной коррозии, что в свою очередь вызывает увеличение сопротивления заземляющего устройства. В связи с этим возникает необходимость периодических проверок их состояния в том числе и со вскрытием грунта, что является трудоемкой и дорогостоящей операцией. В США в соответствии со стандартом "Standard for grounding and bonding equipment" допускается использование биметаллических заземлителей, состоящих из внутреннего стального стержня и наружного медного кожуха. Срок службы подобных заземлителей на порядок превышает время эксплуатации обычных стальных. Для обеспечения надежного соединения одной из Югославских фирм предложен технологический процесс сварки взрывом. Однако, взрывная технология имеет ряд существенных недостатков таких, как высокая трудоемкость, жесткие требования к безопасности проведения работ и хранения взрывчатых веществ. разработана новые конструкция и технология изготовления биметаллических заземлителей.
Геометрические параметры заземлителя:

- наружный диаметр - 14...22 мм;
- длина - 2,5 м;
- толщина медной оболочки - 0,5…1,0 мм.
Напрессовка и приварка кожуха осуществляются давлением импульсного магнитного поля. Основные преимущества разработан-ной технологии:
- высокая производительность процесса;
- при поэтапной схеме деформирования возможность изготовления длинномерных изделий на оборудовании с низкой энергоемкостью;
- возможность использования для кожуха стандартных труб;
- невысокая стоимость технологической оснастки;
- экономичность и высокая культура производства и др.
Испытания полученных образцов показали их соответствие требованиям "Standard for grounding and bonding equipment".